銑刀的使用量很大。你真的了解銑刀的結構嗎?今天我們就透過一篇文章來了解一下。
1.可轉位銑刀的主要幾何角度
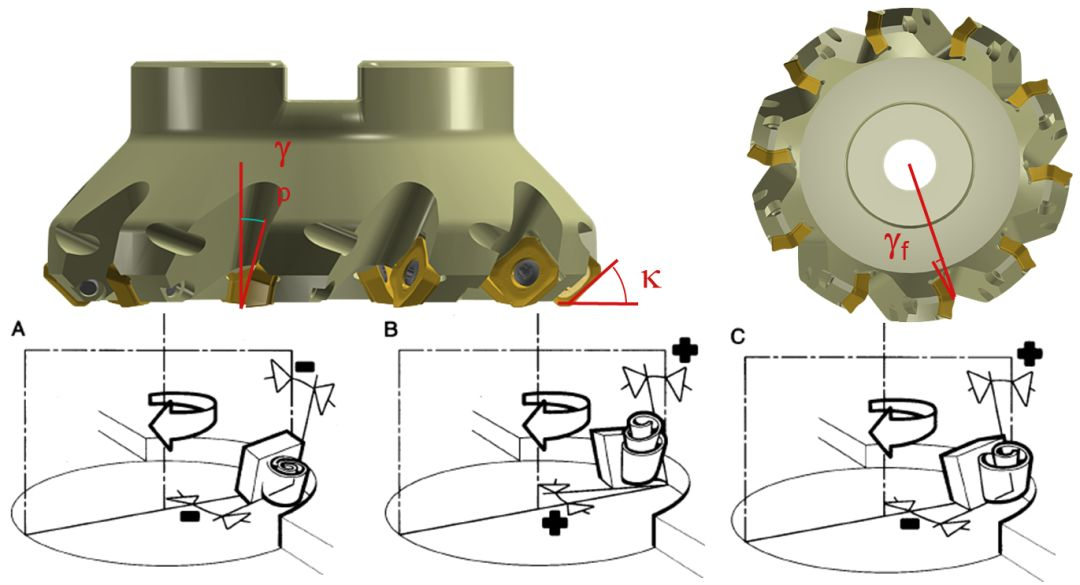
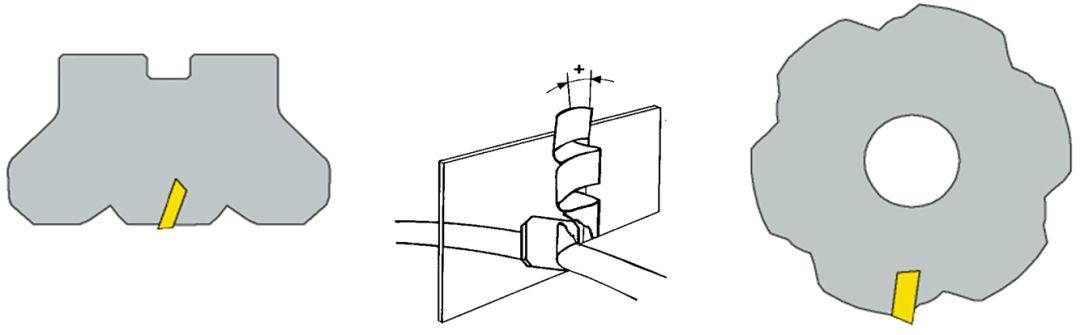
銑刀有一個主偏角和兩個前角,一個稱為軸向前角,另一個稱為徑向角。
徑向角γf和軸向前角γp。徑向角γf主要影響切削功率;軸向前角γp影響切屑的形成和軸向力的方向。當γp為正值時,切屑飛離加工過程。麵條。
前角(前刀面接觸面)
負前角:適用於鋼、合金鋼、不銹鋼、鑄鐵。
正前角:用於黏性材料和一些高溫合金。
中心前角:用於攻牙、切槽、仿形和成型刀。
盡可能使用負前角。
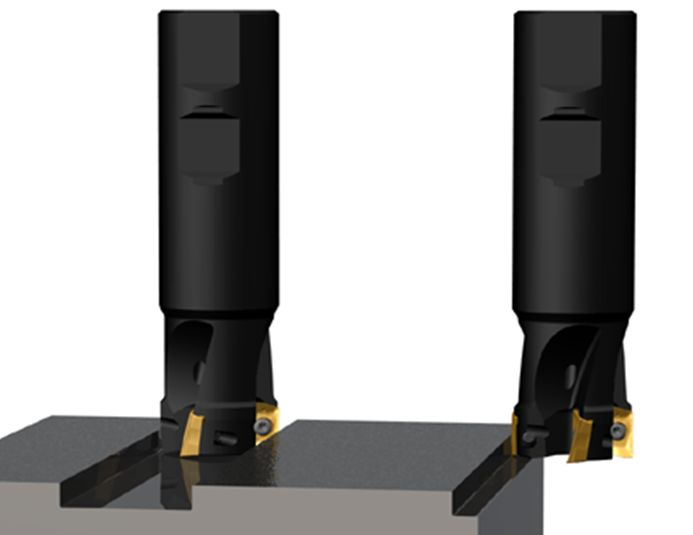
2. 銑刀幾何形狀
1.正角-正角
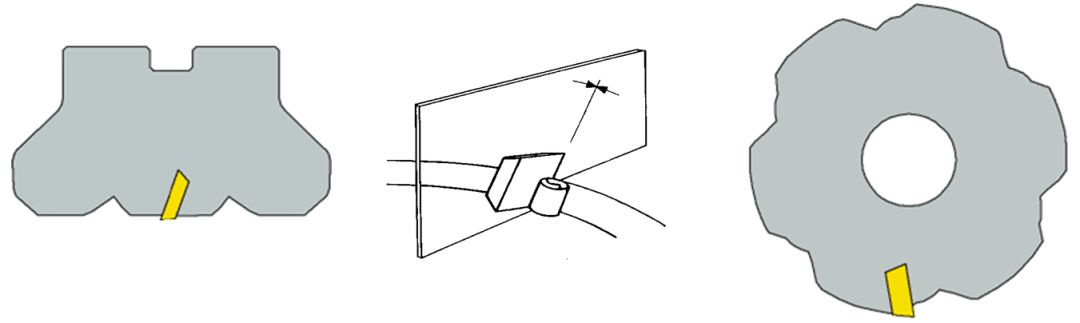
切削輕快、光滑,但切削刃強度較差。適合加工軟質材料及不銹鋼、耐熱鋼、普通鋼及鑄鐵等。
優勢:
+ 平滑切割
+ 順利排屑
+ 良好的表面粗糙度
缺點:
- 尖端強度
- 不利切斷接觸
- 工件與工具機工作台分離
2.負角——負角
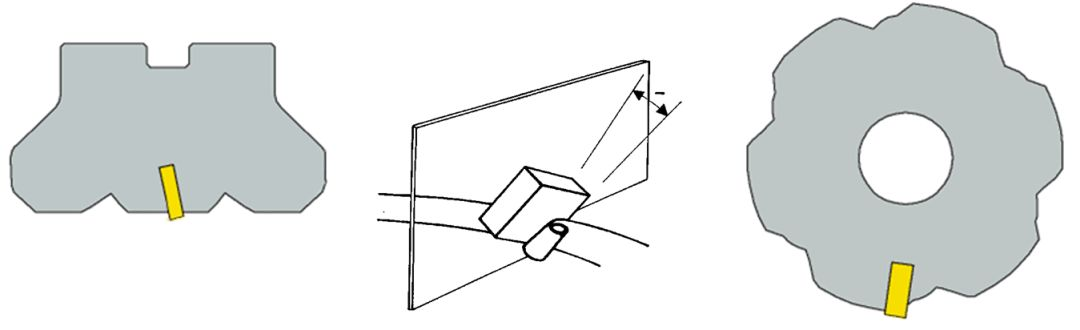
抗衝擊能力強,採用負刃,適用於鑄鋼、鑄鐵及高硬度、高強度鋼的粗銑削。
然而,銑削消耗大量動力,並且需要出色的加工系統剛性。
優勢:
+ 切割刃強度
+ 生產力
+ 將工件推至工具機工作台上
缺點:
- 更大的切削力
- 切屑阻擋
信發數控刀具具有品質好、價格低的特性。詳情請瀏覽:
CNC刀具製造商 – 中國CNC刀具工廠和供應商 (xinfatools.com)
3.正角-負角
切削刃抗衝擊力強,鋒利。適合加工鋼、鑄鋼、鑄鐵。大餘量銑削時效果也較好。
優勢:
+ 順利排屑
+ 有利的切削力
+應用範圍廣泛
4、銑刀齒距
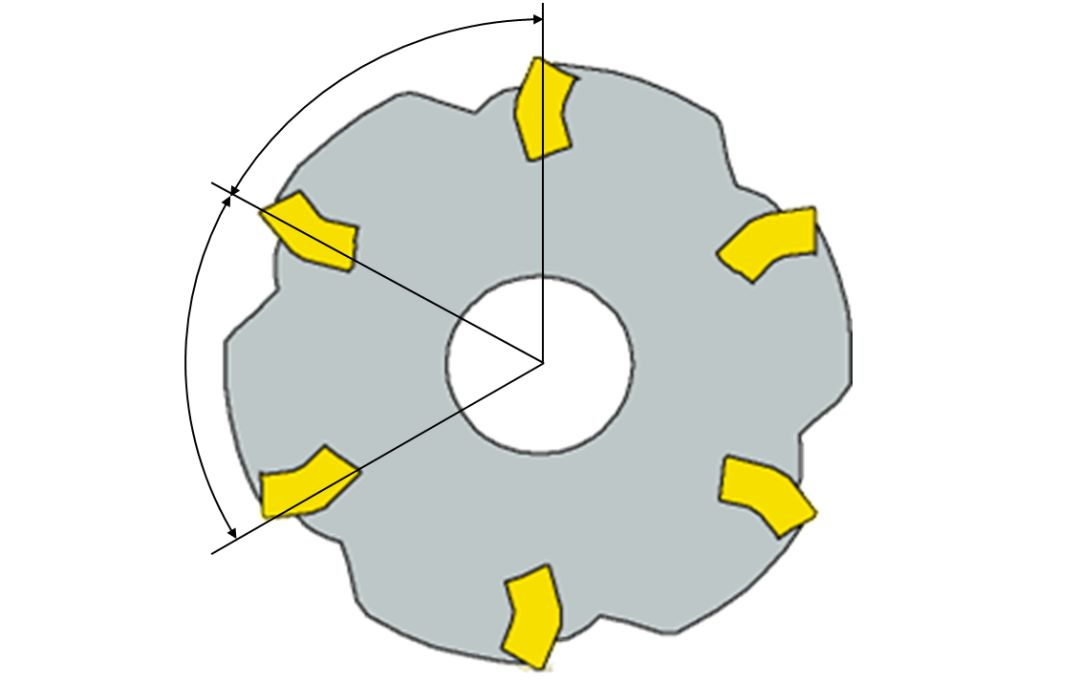
1)齒密:進給速度快,銑削力大,容屑空間小。
2)標準齒:常規進給速度、銑削力和容屑空間。
3)粗齒:低速進給,銑削力小,容屑空間大。
如果銑刀沒有配備專用修光刃刀片,則表面粗糙度取決於每轉進給量是否超過刀片修光刃平面寬度。
範例:槽銑和輪廓銑
齒數:
•用於銑槽的稀疏或標準齒(安全)
•用於輪廓銑削的密齒(生產率)
發佈時間:2023年11月1日


