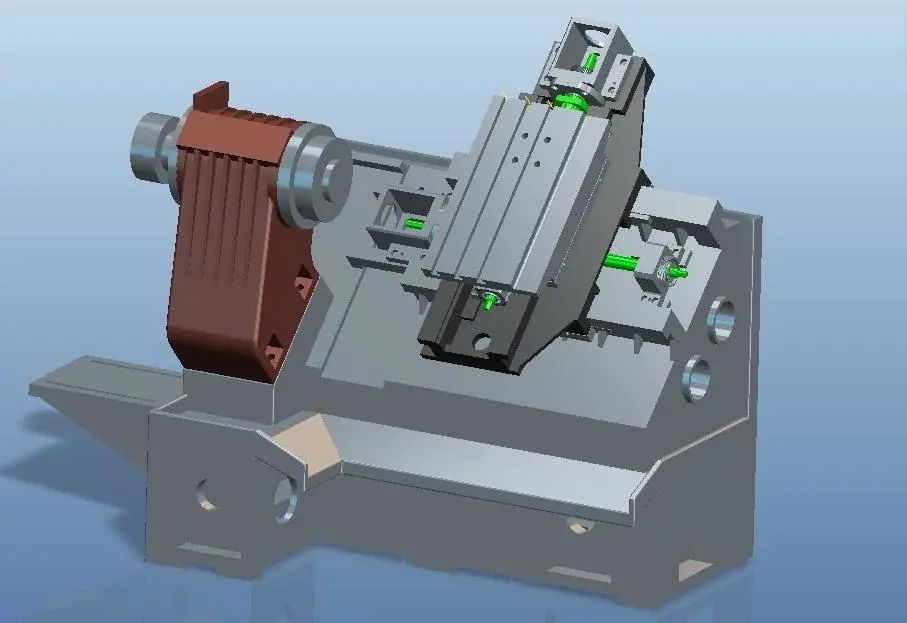
工具機佈局比較
平床身數控車床兩導軌平面與地平面平行。斜床身數控車床兩條導軌的平面與地平面相交形成斜面,角度有30°、45°、60°、75°。從工具機側面看,平床身CNC車床的床身是方形的,而斜床身數控車床的床身是直角三角形的。顯然,在導軌寬度相同的情況下,斜床身的X方向滑架比平床身的X方向滑架長。其在車床上應用的實際意義在於可以佈置更多的刀位。
信發數控刀具具有品質好、價格低的特性。詳情請瀏覽:
CNC刀具製造商 – 中國CNC刀具工廠和供應商 (xinfatools.com)
切削剛性比較
斜床身數控車床的截面積比同規格的平床身大,即具有更強的抗彎、抗扭能力。斜床身數控車床的刀具從工件的斜頂部向下切削。切削力與工件重力方向基本一致,因此主軸運轉較平穩,不易造成切削振動。但平床身數控車床切削時,刀具與重力方向基本一致。工件產生的切削力與工件重力成90°,容易造成振動。
加工精度對比
數控車床的傳動螺桿為高精準度滾珠螺桿。螺桿與螺帽之間的傳動間隙很小,但並不表示沒有間隙。只要有間隙,當螺桿朝一個方向移動時,它就會朝相反的方向驅動。工作時,不可避免地會產生反向間隙,這會影響CNC車床的重複定位精度,從而影響加工精度。
斜床身數控車床的配置可以直接影響滾珠螺桿X方向的間隙。重力直接作用於絲槓的軸向,使得傳動過程中的齒隙幾乎為零。平板數控車床的X向螺桿不受軸向重力影響,間隙無法直接消除。這就是該設計為斜床身數控車床帶來的固有的精度優勢。
排屑能力比較
由於重力作用,斜床身數控車床不易纏繞刀具,有利於排屑;同時,與中心絲槓和導軌防護金屬片結合,可防止切屑堆積在絲槓和導軌上。斜床身數控車床一般都配有自動排屑器,可自動排除切屑,增加工人的有效工作時間。平板床身的結構使得安裝自動排屑器變得困難。
自動生產比較
機床數量的增加和自動排屑機的配置實際上為自動化生產奠定了基礎。一人管多台工具機一直是工具機發展的方向。斜床身數控車床配備銑削動力頭、自動送料機或機械手,自動上料,在一次裝夾、自動卸料、自動排屑中完成所有切屑過程,成為具有極高加工性能的自動數控車床。效率高。平床身數控車床的結構在自動化生產上處於劣勢。斜床身數控車床雖然比平床身CNC車床先進,但市佔率卻遠遠落後。平板CNC車床因其易於生產等優勢,佔據了CNC車床90%以上的市場。
發佈時間:2023年11月16日


