氣孔在鋁焊接中很常見。
母材和焊絲中都存在一定量的氣孔,因此焊接時要避免出現大的氣孔,確保氣孔不超標。當濕度超過80℅時,必須停止焊接。毛孔超標的機率也是80℅,很容易產生返件。
在如圖所示的濕度狀態下進行焊接,極有可能產生退貨單。
信發焊接設備具有質優價廉的特點。詳情請瀏覽:焊接和切割製造商 – 中國焊接和切割工廠和供應商 (xinfatools.com)


▲濕度▲
有時焊接處會黏上黑色的灰塵,怎麼辦?

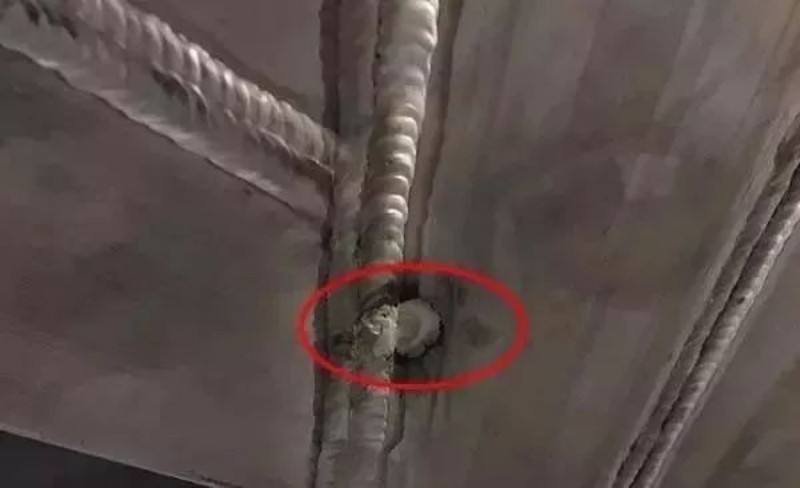

▲黑灰色▲
其實是鎢電極被污染,或是接觸到熔池或焊絲,鋁黏在上面。只有將鎢電極清洗乾淨才能繼續。

▲被污染的鎢電極呈菜花狀▲
這時我們只需要把焊接機的清理寬度調到底部,電流基本上在200左右,在一塊廢鋁上開始電弧焊接。只需幾秒鐘,鎢電極就會形成一個小球。如果你想焊接好鋁,小球是必備產品。

▲ 將清潔寬度調整至最低設定▲


▲神奇的小球▲
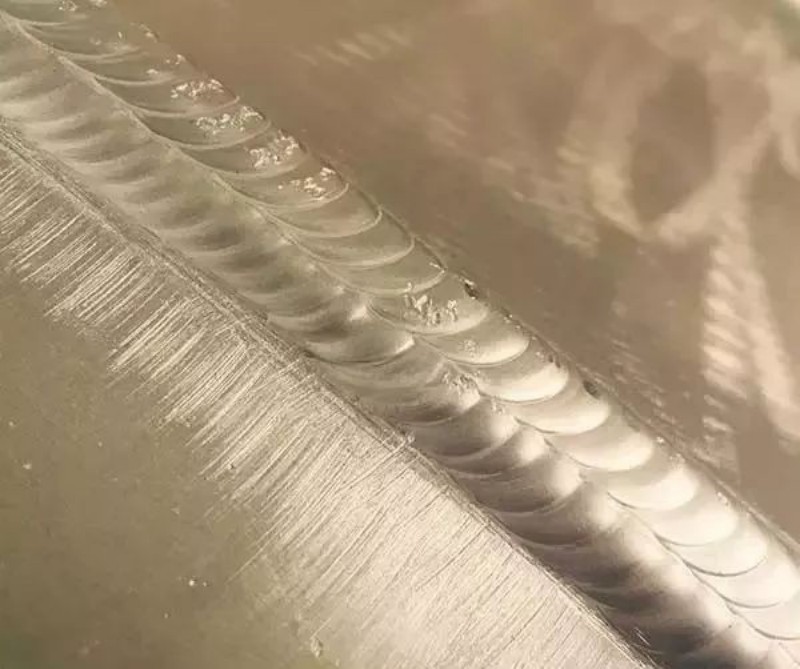
與不銹鋼焊接相比,我更喜歡鋁焊接。不像不銹鋼那麼麻煩,需要晃動。鋁焊接容易,焊槍基本上不擺動。這種內膽的鋁管是角焊縫,焊接起來沒那麼麻煩。
適度調節電流時,以能控制熔池的電流為最佳電流。每台焊接機的性能不同,電流也會不同,電弧的彈性也會不同。




發佈時間:2024年9月29日


