送絲不良是許多焊接操作中遇到的常見問題。不幸的是,它可能是停機和生產力損失的重要原因——更不用說成本了。
送絲不良或不穩定可能導致易損件過早失效、燒回、鳥巢等。為了簡化故障排除,最好首先查找送絲機中的問題,然後向焊槍前部移動至易損件。
查找問題原因有時可能很複雜,但是送絲問題通常有簡單的解決方案。
餵食器怎麼了?

查找送絲不良的原因有時可能很複雜,但該問題通常有簡單的解決方案。
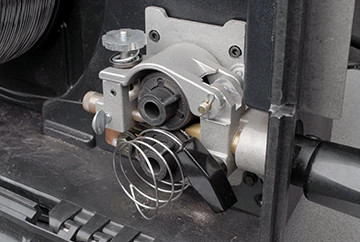
當出現送絲不良時,可能與送絲機中的多個部件有關。
1. 如果扣動扳機時驅動輥不移動,請檢查繼電器是否損壞。如果您懷疑這是問題所在,請聯繫您的供料器製造商尋求幫助。控制引線故障是另一個可能的原因。您可以使用萬用表測試控制引線,以確定是否需要新電纜。
2. 錯誤安裝的導管和/或錯誤的導絲直徑可能是罪魁禍首。導管位於電源銷和驅動輥之間,以保持焊絲從驅動輥順利送入焊槍。始終使用正確尺寸的導管,將導軌調整為盡可能靠近驅動輥,並消除焊絲路徑中的任何間隙。
3. 如果您的 MIG 焊槍有一個將焊槍連接到送料器的適配器,請檢查連接是否不良。用萬用表檢查適配器,如果出現故障,請更換它。
看一下驅動輥
當內襯剪得太短或內襯尺寸不適合所使用的電線時,可能會導致此處所示的鳥巢現象。
使用錯誤尺寸或類型的焊接驅動輥可能會導致送絲不良。以下是一些避免問題的提示。
1. 始終使驅動輥尺寸與線材直徑相匹配。
2. 每次將新的焊絲線軸放到送絲機上時,請檢查驅動輥。根據需要更換。
3. 根據您使用的線材選擇驅動輥的類型。例如,光滑的焊接驅動輥適合實心焊絲的焊接,而 U 形焊接驅動輥更適合管狀焊絲(藥芯焊絲或金屬芯焊絲)。
4. 設置適當的驅動輥張力,以便焊絲上有足夠的壓力,使其順利送入。
檢查內襯
焊管的幾個問題可能會導致送絲不穩定、回燒和鳥巢現象。
1. 確保襯管被修剪至正確的長度。安裝和修剪襯管時,將噴槍平放,確保電纜筆直。使用線性規很有幫助。還有一些帶有不需要測量的襯管的消耗品系統。它們在導電嘴和電源針之間鎖定並同心對齊,無需緊固件。這些系統提供防錯襯管更換,以消除送絲問題。
2. 使用錯誤尺寸的焊絲焊管通常會導致送絲問題。選擇比焊絲直徑稍大的襯管,因為它可以使焊絲順利送入。如果襯管太窄,則送料困難,導致斷絲或鳥巢。
3. 襯管中堆積的碎屑會阻礙送絲。這可能是由於使用了錯誤的焊接驅動輥類型導致的,導致焊絲在襯管中產生刨花。微電弧還會在內襯內產生小的焊縫沉積物。當堆積導致送絲不穩定時,更換焊管。更換襯管時,您還可以將壓縮空氣吹過電纜,以清除污垢和碎屑。

自屏蔽 FCAW 焊槍導電嘴中焊絲回燒的特寫。定期檢查導電嘴是否有磨損、污垢和碎屑,以幫助防止回燒(如圖所示),並根據需要更換導電嘴。
監測導電嘴磨損情況
焊接耗材是 MIG 焊槍的一小部分,但它們會影響送絲,尤其是導電嘴。為了避免出現問題:
1. 定期目視檢查導電嘴是否磨損,並根據需要進行更換。尋找鑰匙孔的跡象,當導電嘴中的孔隨著時間的推移,由於焊絲穿過其中而變得橢圓形時,就會出現這種情況。還要注意是否有飛濺物堆積,因為這會導致回燒和送絲不良。
2. 考慮增加或減小您所使用的導電嘴的尺寸。首先嘗試減小一個尺寸,這有助於更好地控制電弧和更好地進給。
額外的想法
在焊接操作中,送絲不良可能會令人沮喪,但它不會長期拖慢您的速度。如果在從送料器向前檢查和調整後仍然遇到問題,請檢查您的 MIG 焊槍。最好使用盡可能短的電纜來完成工作。較短的電纜可最大限度地減少可能導致送絲問題的纏繞。記住在焊接過程中也要盡可能保持電纜筆直。結合一些紮實的故障排除技巧,合適的焊槍可以讓您焊接更長時間。
發佈時間:2023年1月1日


