碳化鎢流動鑽頭



產品展示
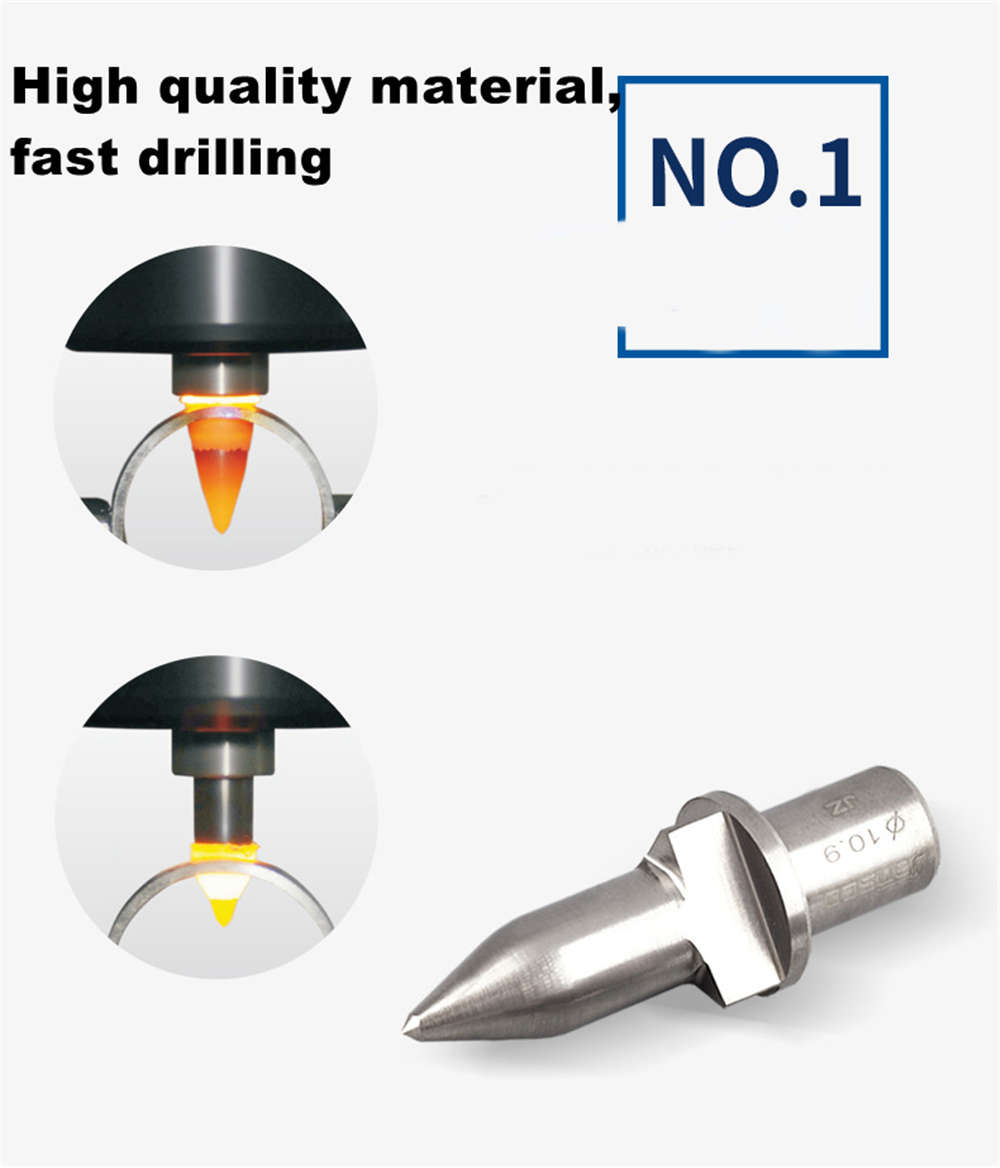
熱熔鑽孔原理
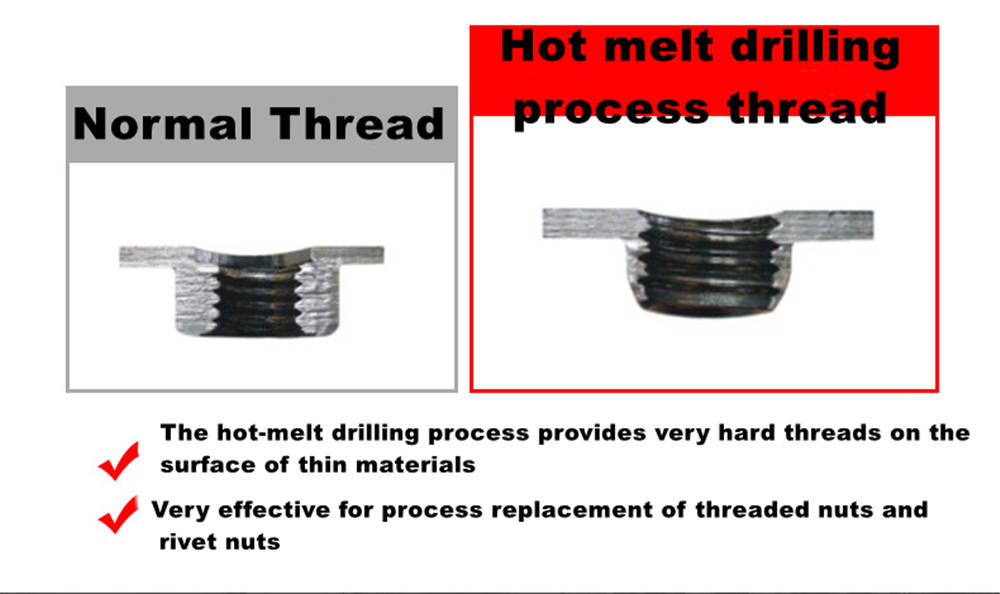
熱熔鑽通過高速旋轉和軸向壓力摩擦產生熱量,使材料塑化和置換。同時沖壓成型約3倍原材料厚度的襯套,通過絲錐擠壓攻絲,使其在薄的材料上。高精度、高強度螺紋。
研討會使用建議
第一步:通過高速旋轉和軸向壓力使材料塑化。模壓套管的厚度是原材料的3倍。
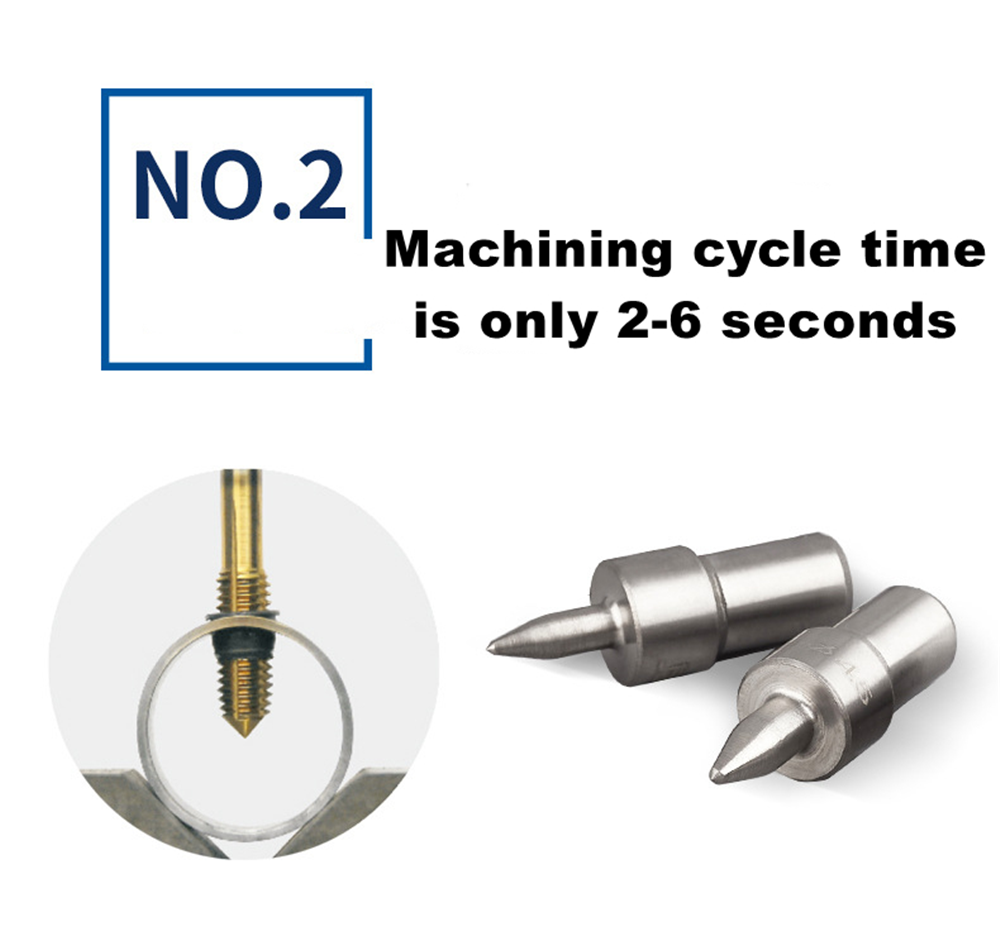
第二步:螺紋採用冷擠壓成型,生產高精度、高扭矩、高規格螺紋
| 品牌 | 信發 | 塗層 | No |
| 產品名稱 | 熱摩擦鑽頭組 | 類型 | 扁型/圓型 |
| 材料 | 硬質合金鎢 | 使用 | 鑽孔 |
特徵



熱熔鑽頭使用注意事項
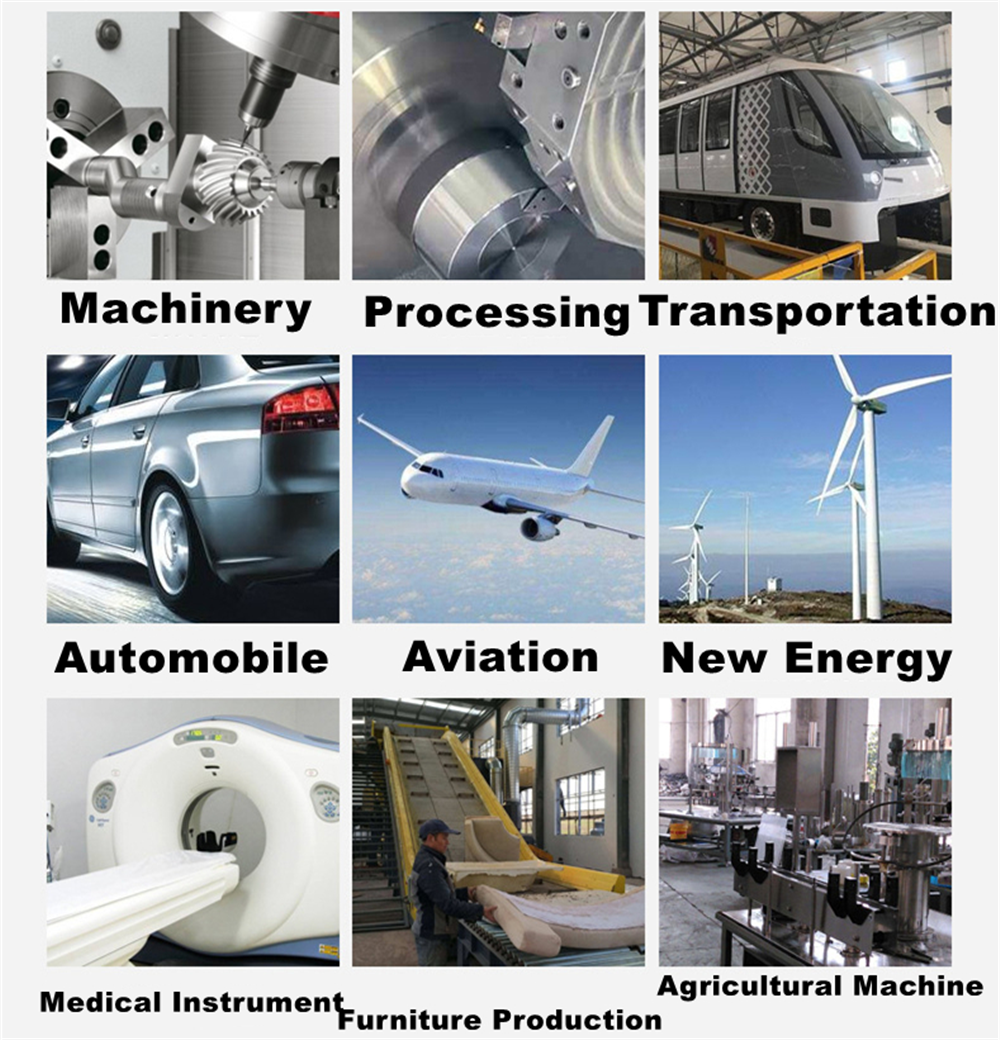
1、工件材質:熱熔鑽頭適合加工直徑1.8-32mm、壁厚0.8-4mm的各種金屬材料,如鐵、低碳鋼、不銹鋼、鈦、鋁、銅、紫銅、黃銅(Zn含量小於40%)、鋁合金(Si含量小於0.5%)等。材料越厚、越硬,熱熔鑽頭的壽命越短。
2、熱熔膏:熱熔鑽工作時,瞬間產生600度以上的高溫。專用熱熔膏可延長熱熔鑽頭的使用壽命,提高筒體內表面質量,產生乾淨、滿意的刃口形狀。建議在普通碳鋼上每鑽2-5個孔,在工具上添加少量熱熔膏;對於不銹鋼工件,每鑽一個孔,用手添加熱熔膏;材料越厚、越硬,添加頻率越高。
3、熱熔鑽的柄部和夾頭:如無專用散熱片,可用壓縮空氣冷卻。
4、鑽床設備:只要有適當轉速和功率的各種鑽床、銑床和加工中心,適合熱熔鑽;材料的厚度以及材料本身的差異都會影響轉速的確定。
5、預製孔:通過預鑽小起始孔,可以避免工件變形。預製孔可以減少軸向力和筒體高度,還可以在筒體最下端產生較平坦的邊緣,避免薄壁(小於1.5mm)工件的彎曲變形。
6、攻絲時,使用攻絲油:建議使用擠壓絲錐,擠壓絲錐不是通過切削加工而是通過擠壓加工而成,因此具有較高的抗拉強度和扭轉值。使用普通切削絲錐也可以,但容易切削圓柱體,且熱熔鑽頭直徑不同,需要單獨製作。
7、熱熔鑽頭的保養:熱熔鑽頭使用一段時間後,表面會出現磨損,刀體上會附著一些熱熔膏或工件雜質。將熱熔鑽夾在車床或銑床的卡盤上,用研磨膏研磨。不注意安全。
Q1: 我可以有樣品進行測試嗎?
A: 是的,我們可以支持樣品。樣品將根據我們之間的協商合理收費。
Q2: 我可以在盒子/紙箱上添加我的標誌嗎?
A: 是的,我們可以提供 OEM 和 ODM。
Q3: 成為經銷商有什麼好處?
答:特別折扣營銷保護。
Q4: 你如何控制產品質量?
答:是的,我們有工程師隨時準備協助客戶解決技術支持問題、報價或安裝過程中可能出現的任何問題以及售後支持。包裝前100%自檢。
Q5: 我可以在訂購前參觀一下你們的工廠嗎?
A: 當然,歡迎您來工廠參觀。








